SLM打印首先利用刀片将金属粉末以薄层分布在积层板上 ,聚焦的激光在扫描振镜的控制下进行参数扫描 ,金属粉末在高能量激光的照射下发生熔化,快速凝固,形成冶金结合层。当一层打印任务结束后 ,基板下降一个切片层厚高度,刮刀继续进行粉末铺平 ,激光扫描加工,重复这样的过程直至整个零件打印结束。SLM技术采用分层铺粉的方式进行打印,打印精度较高。
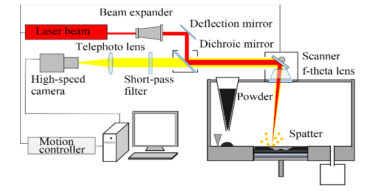
SLM工艺原理示意(图源:网络)
光路单元主要包括光纤激光器、扩束准直镜、反射镜和二向色镜、扫描振镜和 F-Ө 场镜等
· 激光器:是 SLM 设备中最核心的组成部分,直接决定了整个设备的成型质量。SLM 设备所采用的光纤激光器,转换效率高、性能可靠、寿命长、光束模式接近基模等,优势明显
· 扩束准直镜:作用是是扩大光束直径,减小光束发散角,减小能量损耗
· 反射镜和二向色镜:引导光路走向,实现光路合束
· 扫描振镜及F-Ө 场镜:由计算机进行控制的电机驱动,作用是将激光光斑精确定位在加工面的任一位置。通常使用专用平场 F-Ө 场镜来避免出现扫描振镜单元的畸变,达到聚焦光斑在扫描范围内得到一致的聚焦特性
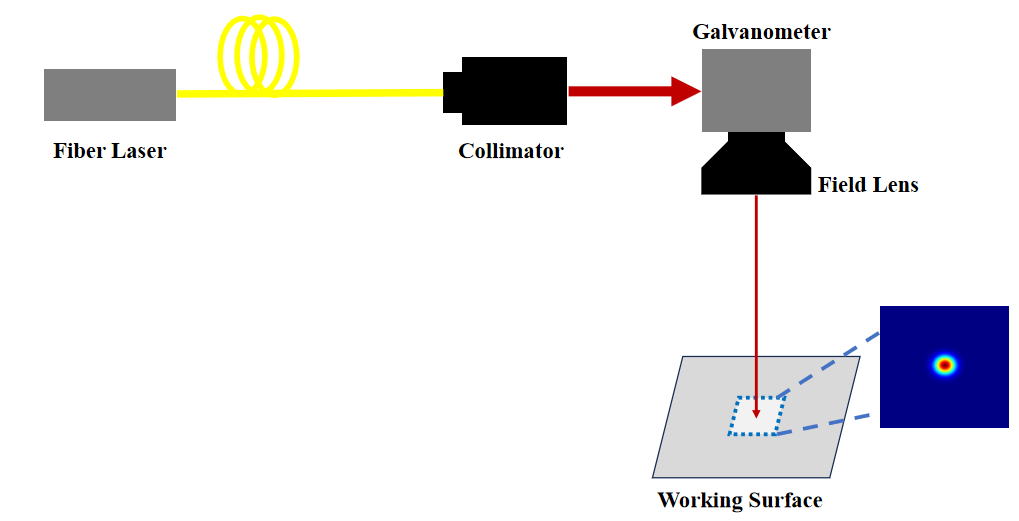
SLM基础光路
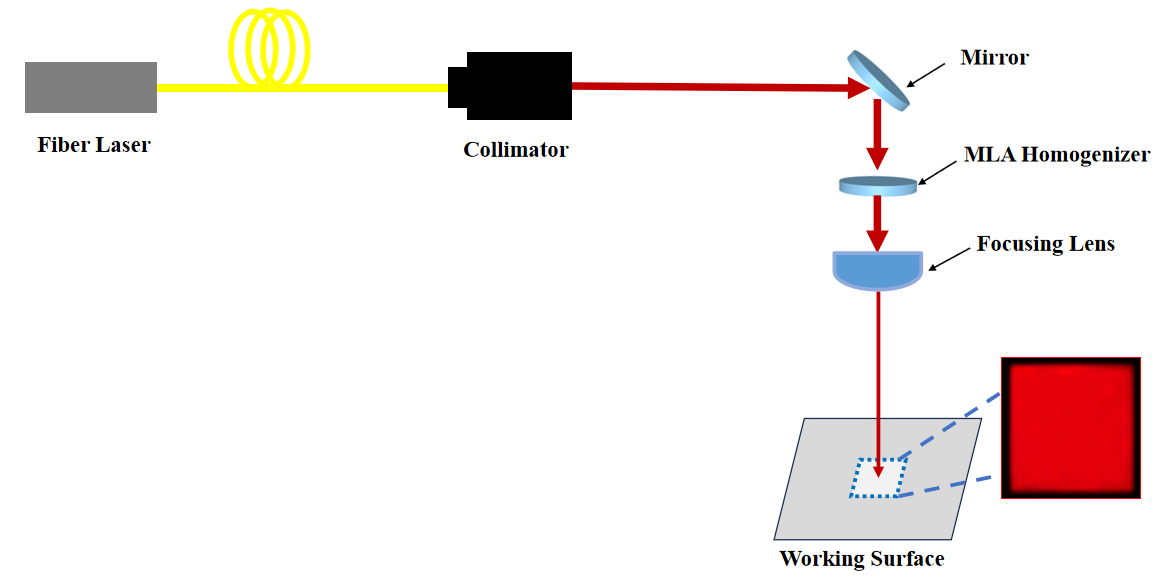
在基础光路中加入整形模块,改善或解决SLM 3D打印存在的重难点问题,如:加工效率问题、加工过程飞溅问题、高分辨率加工问题(SLM 优化光路图1),以及温度梯度引入的翘曲问题等(SLM 优化光路图2)。
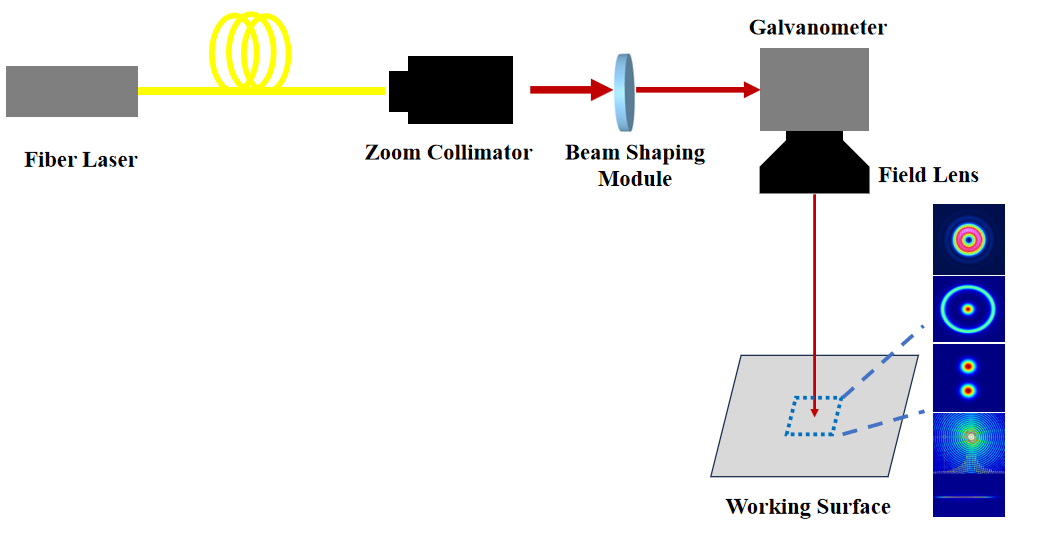
SLM优化光路1
SLM优化光路图2
针对3D打印对在航空航天、医疗、汽车等多个领域不同加工工艺的需求,LBTEK提供的分束、变焦准直器、点环DOE、贝塞尔光束、匀化等多种整形方案,应用于3D打印激光粉末床熔化增材制造技术(Laser powder bed fusion, LPBF)之一的激光选区熔化工序中,解决了加工效率问题、加工尺寸变化问题、加工过程飞溅问题、更高分辨率的加工、温度梯度导致的翘曲问题。除此之外,LBTEK设计开发配套的扩束镜、定焦准直器,变焦准直器、场镜、反射镜、透镜、环形DOE、锥透镜、波片等光学元件和相关机械件,能够最大化整形光束为激光加工带来的优势。
|
SLM待改善或解决的工艺问题 |
整形模块优势 |
模块相关产品 |
|
加工效率问题 |
● 环形或点环DOE(或)点环无级调节模块:整形光斑尺寸比高斯光斑大,减小扫描次数以提高效率;另外加工过程还可以实现大光斑(整形光斑)与小光斑(高斯光斑)切换,大光斑用于加工件内部填充加工,小光斑用于加工件轮廓加工,实现精细化与提效并存的工艺。 ● 偏振光栅或分束DOE:将加工光束一分为2,达到提效的目的。 |
准直扩束模块(可设计电动)/环形或点环DOE/偏振光栅或分束DOE/点环光斑无级电切调节装置(电动)/场镜(可根据整形效果定制场镜) |
|
加工尺寸变化问题 |
变焦准直器可以调整入射光斑直径和发散角,进而改变聚焦光斑大小,并能对产品的加工精细程度进行控制。 |
变焦准直器/场镜 |
|
加工过程飞溅问题 |
高斯光斑加工的“熔池行为不稳定”,导致激光与金属粉末相遇处产生较大的温度梯度和复杂的熔池不稳定性,产生强烈的蒸气,并在构建过程中在金属基底中形成一个深腔,即形成钥匙孔。匙孔会在熔池中产生气泡,形成气孔,会出现飞溅效应。环形或点环光斑(或点环无级调节模块)及匀化DOE相比较高斯光斑有更均匀的功率密度分布,减小温度梯度和复杂的熔池不稳定性。 |
准直扩束模块(可设计电动)/环形或点环DOE/匀化DOE/点环无级调节模块(电动)/场镜(可根据整形效果定制场镜) |
|
更高分辨率的加工 |
在3C及鞋模行业应用时要求小光斑加工,但加工幅面又要比较大。贝塞尔光束对比高斯光斑,熔池凝固时间长,粉末飞溅少,孔隙率低,焦深长,光斑尺寸小,致密度高。 |
准直扩束模块(可设计电动)/贝塞尔加工头/场镜 |
|
温度梯度导致的翘曲问题 |
在做大尺寸加工时,由于温度差异引入翘曲。3D打印需要在高温恒温腔室内进行,腔内加热的好处是可以提升层间结合力,避免翘曲,不需要单独的回火和退火装置,打印后处理的过程可以在加热腔室中完成。 |
准直扩束模块(可设计电动)/大尺寸匀化DOE/聚焦模块/反射镜 |

地址:长沙市岳麓区环创企业广场A6栋
邮箱:service@lbtek.com、sales@lbtek.com
电话:400-060-6986(周一至周日 9:00 -18:00)
 微信
微信
 抖音
抖音
 知乎
知乎
 B站
B站